
银系抗菌涤纶竹浆纤维针织混纺面料的染整工艺研究
面料知识分享2021-11-05 12:03:06防辐射面料资讯1031来源:防辐射面料
银系抗菌涤纶竹浆纤维针织混纺面料的染整工艺研究
银系抗菌涤纶竹浆纤维针织混纺面料的染整工艺研究
银系抗菌涤纶 /竹浆针织混纺面料是由抗菌性优良的银系抗菌涤纶纤维和竹浆纤维混纺而成,因此其面料具有了很好的抗菌性能,为了不影响针织面料的抗菌性能,对前处理工艺以及染色工艺都做了优化,但是抗菌性能仍有所下降,为此,本文使用抗菌整理剂对面料进行了后处理,详细探讨了抗菌剂用量、处理温度、处理时间对抑菌率的影响,结果表明,面料经过后整理,抗菌性能达到 99%以上。
1 引 言
随着社会和经济的发展,人们对生活品质的要求越来越高,对涉及身体健康的环境安全与抗菌卫生给予了更多的关注,在这种大趋势的影响下,抗菌纺织品应运而生。通过将银系抗菌涤纶纤维与抗菌性能优异的竹浆纤维混纺,可以得到具有抗菌功能的针织面料,但经前处理和染色后,其抗菌性能有所降低。为了不影响面料的抗菌性能,便于对面料进行更科学地抗菌整理,本文将从抗菌剂用量、处理时间和处理温度等三个方面讨论对抑菌率的影响。
2 试验部分
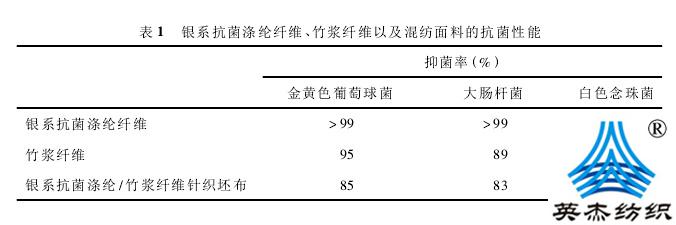
2. 1 样布及试剂抗菌涤纶 /竹浆混纺针织面料(50 /50,34S,140 ~ 150g /m2);过氧化氢、硅酸钠、碳酸钠、磷酸氢二钠、醋酸、元明粉和保险粉等,均为分析纯试剂;软水剂、去油剂及抗菌整理剂等,均为工业级。其中,银系抗菌涤纶 /竹浆纤维面料是由 50% 的银系抗菌纤维与 50% 具有一定抗菌性能的竹浆纤维[1]混纺而成的。值得注意的是,在银系抗菌涤纶纤维与竹浆纤维混纺的过程中,加入了抗静电剂及其他一些助剂,使得银系抗菌涤纶 /竹浆纤维针织坯布的抑菌性有所下降。表 1 为银系抗菌涤纶纤维、竹浆纤维以及两者混纺后针织面料的抗菌性能。
 2. 2 染 料大爱尼克司红 AC - E( 德司达),科华泰艳红 3BSN。
2. 3 仪器及设备JF8383 溢流染色机,WS-500 P 绳状染色洗机(日本),R-3 定型烘干机,Y571B 摩擦色牢度仪器和 SW12B 耐水洗牢度实验仪等。
2. 4 实验方法
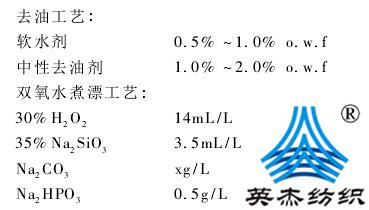
2. 4. 1 前处理工艺由于竹浆纤维的耐碱、耐氧化能力差[2],而且银系抗菌涤纶纤维在碱性介质中的抑菌性会受到一定影响[3],所以前处理采用碳酸钠来代替氢氧化钠,使油剂和色素在较温和的工艺条件下被去除,这样不仅可以保证去除率,还能保持面料的强力不受到影响。
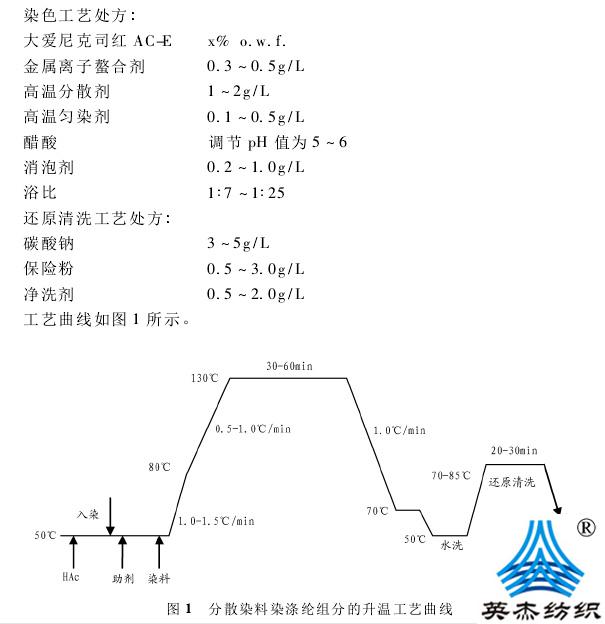
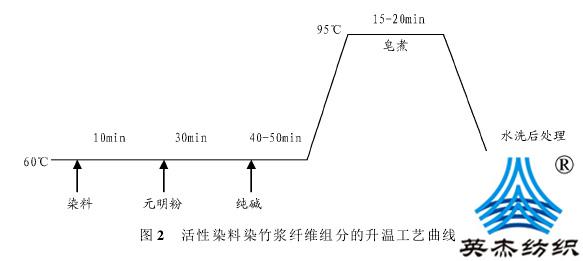
2. 4. 2 染色过程[4]由于面料为双组分混纺产品,为了达到良好的染色效果,采用了分散、活性染料二浴二步法染色。先用分散染料染抗菌涤纶,经过还原清洗之后,再用活性染料套染竹纤维组分,并使用碳酸钠进行固色反应。
2. 2 染 料大爱尼克司红 AC - E( 德司达),科华泰艳红 3BSN。
2. 3 仪器及设备JF8383 溢流染色机,WS-500 P 绳状染色洗机(日本),R-3 定型烘干机,Y571B 摩擦色牢度仪器和 SW12B 耐水洗牢度实验仪等。
2. 4 实验方法
2. 4. 1 前处理工艺由于竹浆纤维的耐碱、耐氧化能力差[2],而且银系抗菌涤纶纤维在碱性介质中的抑菌性会受到一定影响[3],所以前处理采用碳酸钠来代替氢氧化钠,使油剂和色素在较温和的工艺条件下被去除,这样不仅可以保证去除率,还能保持面料的强力不受到影响。
2. 4. 2 染色过程[4]由于面料为双组分混纺产品,为了达到良好的染色效果,采用了分散、活性染料二浴二步法染色。先用分散染料染抗菌涤纶,经过还原清洗之后,再用活性染料套染竹纤维组分,并使用碳酸钠进行固色反应。
 2. 4. 2. 1 分散染料高温高压法染涤纶组分
2. 4. 2. 2 活性染料常温常压套染竹浆组分
2. 4. 3 后整理工艺
银系抗菌涤纶 /竹浆纤维针织混纺面料经前处理和染色后,抗菌性能严重下降,所以为了保证面料良好的抗菌效果,需在后整理中添加少量的抗菌剂。
3 结果与讨论
3. 1 前处理按照 2
. 4. 1 中所述的煮漂工艺进行前处理,其对面料白度、强力和抑菌性所产生的影响如表 2 所示。
2. 4. 2. 1 分散染料高温高压法染涤纶组分
2. 4. 2. 2 活性染料常温常压套染竹浆组分
2. 4. 3 后整理工艺
银系抗菌涤纶 /竹浆纤维针织混纺面料经前处理和染色后,抗菌性能严重下降,所以为了保证面料良好的抗菌效果,需在后整理中添加少量的抗菌剂。
3 结果与讨论
3. 1 前处理按照 2
. 4. 1 中所述的煮漂工艺进行前处理,其对面料白度、强力和抑菌性所产生的影响如表 2 所示。
 从表 2 可知,随着碳酸钠浓度的增加,银系抗菌涤纶 /竹浆纤维针织混纺面料的白度逐渐增大,但是与此同时,面料的胀破强度却在不断降低,而且混纺面料的抑菌率也急剧下降。一般而言,前处理主要通过碱和过氧化氢共同作用,去除织物表面的浆料、色素、油剂以及部分天然杂质,使织物获得洁净的外观和良好的手感[5]。碱浓度的提高虽然有利于织物的前处理,但会损伤织物的强力,因此综合考虑之后,认为碳酸钠的浓度不宜过高,一般应控制在 1g /L 左右。按照 2. 4. 2 所述的染色工艺进行染色后,银系抗菌涤纶 /竹浆混纺针织面料的染色色牢度和抗菌性分别见表 3 和表 4。
从表 2 可知,随着碳酸钠浓度的增加,银系抗菌涤纶 /竹浆纤维针织混纺面料的白度逐渐增大,但是与此同时,面料的胀破强度却在不断降低,而且混纺面料的抑菌率也急剧下降。一般而言,前处理主要通过碱和过氧化氢共同作用,去除织物表面的浆料、色素、油剂以及部分天然杂质,使织物获得洁净的外观和良好的手感[5]。碱浓度的提高虽然有利于织物的前处理,但会损伤织物的强力,因此综合考虑之后,认为碳酸钠的浓度不宜过高,一般应控制在 1g /L 左右。按照 2. 4. 2 所述的染色工艺进行染色后,银系抗菌涤纶 /竹浆混纺针织面料的染色色牢度和抗菌性分别见表 3 和表 4。
 与表 1 中银系抗菌涤纶 /竹浆纤维针织坯布的抗菌性能相比,染色后面料的抑菌性能(见表 4)约下降了 40% ~ 50% ,虽然染色工艺采用了弱碱工艺,并且碱剂用量也有所降低,但是面料的抑菌性仍然受到碱等助剂的很大影响。
3. 3 后整理
3. 3. 1 抗菌后整理剂的选择分别选用北京中纺化工股份有限公司、北京洁尔爽高科技有限公司和赫特国际集团生产的抗菌整理剂对面料进行后处理,银系抗菌涤纶/竹浆混纺针织面料水洗 20 次后的抑菌率如表 5 所示。
由表 5 可看出,银系抗菌涤纶 /竹浆混纺针织面料经三家公司的抗菌整理剂进行后处理以后,抑菌率较染色前都有了明显地提高;但经 20 次水洗之后,北京中纺化工抗菌整理剂的耐洗性略优于其他两家公司。综合考虑,本文选用了北京中纺化工股份有限公司生产的抗菌整理剂。
3. 3. 2 抗菌工艺的优化抗菌剂用量、处理温度和处理时间对抑菌率的影响,如图 3 所示。
与表 1 中银系抗菌涤纶 /竹浆纤维针织坯布的抗菌性能相比,染色后面料的抑菌性能(见表 4)约下降了 40% ~ 50% ,虽然染色工艺采用了弱碱工艺,并且碱剂用量也有所降低,但是面料的抑菌性仍然受到碱等助剂的很大影响。
3. 3 后整理
3. 3. 1 抗菌后整理剂的选择分别选用北京中纺化工股份有限公司、北京洁尔爽高科技有限公司和赫特国际集团生产的抗菌整理剂对面料进行后处理,银系抗菌涤纶/竹浆混纺针织面料水洗 20 次后的抑菌率如表 5 所示。
由表 5 可看出,银系抗菌涤纶 /竹浆混纺针织面料经三家公司的抗菌整理剂进行后处理以后,抑菌率较染色前都有了明显地提高;但经 20 次水洗之后,北京中纺化工抗菌整理剂的耐洗性略优于其他两家公司。综合考虑,本文选用了北京中纺化工股份有限公司生产的抗菌整理剂。
3. 3. 2 抗菌工艺的优化抗菌剂用量、处理温度和处理时间对抑菌率的影响,如图 3 所示。
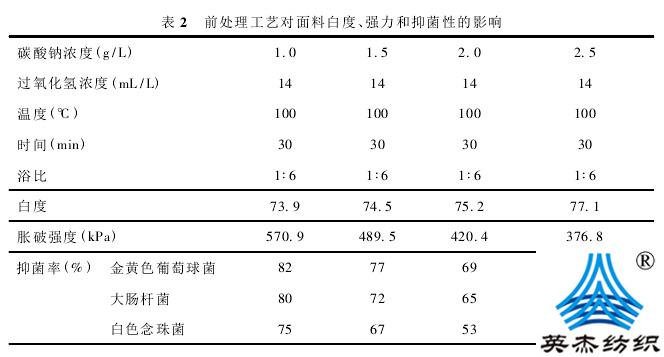 图 3 表明,随着抗菌剂用量的增加,抑菌效果明显呈线性关系增强;当抗菌剂用量达到 0. 6% o. w. f 后,抑菌率接近 100% ,并且经 20 次洗涤后,抑菌率仍能达到 89% 以上,有些抑菌指标甚至在 99% 以上;在 40 ~ 60℃ 之间进行后整理时,抑菌剂与竹浆纤维之间的亲和力好,抑菌率达到大;而当低于或高于此温度范围时,抑菌剂与纤维不能完全反应、或有其他副反应发生,致使抑菌率下降;随着后整理时间的延长,抑菌率逐渐趋于平衡,在后整理 30min 后,抑菌率不再发生明显变化,这表明抑菌剂与纤维之间的反应已接近完成,时间的延长对于抑菌率的增大没有明显作用。综上所述,在40 ~ 60 ℃ 之间,使用 0. 6 % o. w. f 对面料进行抗菌后处理 30 min,面料的抑菌性可达到99 % 以上。
3. 4 抗菌效果经前处理、染色、后整理后,银系抗菌涤纶 /竹浆纤维针织混纺面料的抗菌性能如表 6 所示。
结束语
由于银和竹浆纤维的作用,银系抗菌涤纶 /竹浆纤维针织混纺面料本身已具备了很好的抗菌性能,但是由于前处理和染色过程中碱剂的原因,使得面料的抑菌率下降。本文在后整理过程中添加了少量的抗菌剂,结果表明,经过抗菌整理后,银系抗菌涤纶 /竹浆纤维针织混纺面料对金黄色葡萄球菌、大肠杆菌及白色念珠菌的抑菌率达到99 % 以上,具有优良的抗菌性能 ;与染整工序前相比 ,抗菌性能相差无几 。
图 3 表明,随着抗菌剂用量的增加,抑菌效果明显呈线性关系增强;当抗菌剂用量达到 0. 6% o. w. f 后,抑菌率接近 100% ,并且经 20 次洗涤后,抑菌率仍能达到 89% 以上,有些抑菌指标甚至在 99% 以上;在 40 ~ 60℃ 之间进行后整理时,抑菌剂与竹浆纤维之间的亲和力好,抑菌率达到大;而当低于或高于此温度范围时,抑菌剂与纤维不能完全反应、或有其他副反应发生,致使抑菌率下降;随着后整理时间的延长,抑菌率逐渐趋于平衡,在后整理 30min 后,抑菌率不再发生明显变化,这表明抑菌剂与纤维之间的反应已接近完成,时间的延长对于抑菌率的增大没有明显作用。综上所述,在40 ~ 60 ℃ 之间,使用 0. 6 % o. w. f 对面料进行抗菌后处理 30 min,面料的抑菌性可达到99 % 以上。
3. 4 抗菌效果经前处理、染色、后整理后,银系抗菌涤纶 /竹浆纤维针织混纺面料的抗菌性能如表 6 所示。
结束语
由于银和竹浆纤维的作用,银系抗菌涤纶 /竹浆纤维针织混纺面料本身已具备了很好的抗菌性能,但是由于前处理和染色过程中碱剂的原因,使得面料的抑菌率下降。本文在后整理过程中添加了少量的抗菌剂,结果表明,经过抗菌整理后,银系抗菌涤纶 /竹浆纤维针织混纺面料对金黄色葡萄球菌、大肠杆菌及白色念珠菌的抑菌率达到99 % 以上,具有优良的抗菌性能 ;与染整工序前相比 ,抗菌性能相差无几 。
2. 2 染 料大爱尼克司红 AC - E( 德司达),科华泰艳红 3BSN。
2. 3 仪器及设备JF8383 溢流染色机,WS-500 P 绳状染色洗机(日本),R-3 定型烘干机,Y571B 摩擦色牢度仪器和 SW12B 耐水洗牢度实验仪等。
2. 4 实验方法
2. 4. 1 前处理工艺由于竹浆纤维的耐碱、耐氧化能力差[2],而且银系抗菌涤纶纤维在碱性介质中的抑菌性会受到一定影响[3],所以前处理采用碳酸钠来代替氢氧化钠,使油剂和色素在较温和的工艺条件下被去除,这样不仅可以保证去除率,还能保持面料的强力不受到影响。
2. 4. 2 染色过程[4]由于面料为双组分混纺产品,为了达到良好的染色效果,采用了分散、活性染料二浴二步法染色。先用分散染料染抗菌涤纶,经过还原清洗之后,再用活性染料套染竹纤维组分,并使用碳酸钠进行固色反应。
2. 4. 2. 1 分散染料高温高压法染涤纶组分
2. 4. 2. 2 活性染料常温常压套染竹浆组分
2. 4. 3 后整理工艺
银系抗菌涤纶 /竹浆纤维针织混纺面料经前处理和染色后,抗菌性能严重下降,所以为了保证面料良好的抗菌效果,需在后整理中添加少量的抗菌剂。
3 结果与讨论
3. 1 前处理按照 2
. 4. 1 中所述的煮漂工艺进行前处理,其对面料白度、强力和抑菌性所产生的影响如表 2 所示。
从表 2 可知,随着碳酸钠浓度的增加,银系抗菌涤纶 /竹浆纤维针织混纺面料的白度逐渐增大,但是与此同时,面料的胀破强度却在不断降低,而且混纺面料的抑菌率也急剧下降。一般而言,前处理主要通过碱和过氧化氢共同作用,去除织物表面的浆料、色素、油剂以及部分天然杂质,使织物获得洁净的外观和良好的手感[5]。碱浓度的提高虽然有利于织物的前处理,但会损伤织物的强力,因此综合考虑之后,认为碳酸钠的浓度不宜过高,一般应控制在 1g /L 左右。按照 2. 4. 2 所述的染色工艺进行染色后,银系抗菌涤纶 /竹浆混纺针织面料的染色色牢度和抗菌性分别见表 3 和表 4。
与表 1 中银系抗菌涤纶 /竹浆纤维针织坯布的抗菌性能相比,染色后面料的抑菌性能(见表 4)约下降了 40% ~ 50% ,虽然染色工艺采用了弱碱工艺,并且碱剂用量也有所降低,但是面料的抑菌性仍然受到碱等助剂的很大影响。
3. 3 后整理
3. 3. 1 抗菌后整理剂的选择分别选用北京中纺化工股份有限公司、北京洁尔爽高科技有限公司和赫特国际集团生产的抗菌整理剂对面料进行后处理,银系抗菌涤纶/竹浆混纺针织面料水洗 20 次后的抑菌率如表 5 所示。
由表 5 可看出,银系抗菌涤纶 /竹浆混纺针织面料经三家公司的抗菌整理剂进行后处理以后,抑菌率较染色前都有了明显地提高;但经 20 次水洗之后,北京中纺化工抗菌整理剂的耐洗性略优于其他两家公司。综合考虑,本文选用了北京中纺化工股份有限公司生产的抗菌整理剂。
3. 3. 2 抗菌工艺的优化抗菌剂用量、处理温度和处理时间对抑菌率的影响,如图 3 所示。
图 3 表明,随着抗菌剂用量的增加,抑菌效果明显呈线性关系增强;当抗菌剂用量达到 0. 6% o. w. f 后,抑菌率接近 100% ,并且经 20 次洗涤后,抑菌率仍能达到 89% 以上,有些抑菌指标甚至在 99% 以上;在 40 ~ 60℃ 之间进行后整理时,抑菌剂与竹浆纤维之间的亲和力好,抑菌率达到大;而当低于或高于此温度范围时,抑菌剂与纤维不能完全反应、或有其他副反应发生,致使抑菌率下降;随着后整理时间的延长,抑菌率逐渐趋于平衡,在后整理 30min 后,抑菌率不再发生明显变化,这表明抑菌剂与纤维之间的反应已接近完成,时间的延长对于抑菌率的增大没有明显作用。综上所述,在40 ~ 60 ℃ 之间,使用 0. 6 % o. w. f 对面料进行抗菌后处理 30 min,面料的抑菌性可达到99 % 以上。
3. 4 抗菌效果经前处理、染色、后整理后,银系抗菌涤纶 /竹浆纤维针织混纺面料的抗菌性能如表 6 所示。
结束语
由于银和竹浆纤维的作用,银系抗菌涤纶 /竹浆纤维针织混纺面料本身已具备了很好的抗菌性能,但是由于前处理和染色过程中碱剂的原因,使得面料的抑菌率下降。本文在后整理过程中添加了少量的抗菌剂,结果表明,经过抗菌整理后,银系抗菌涤纶 /竹浆纤维针织混纺面料对金黄色葡萄球菌、大肠杆菌及白色念珠菌的抑菌率达到99 % 以上,具有优良的抗菌性能 ;与染整工序前相比 ,抗菌性能相差无几 。
版权声明
本站发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
AAAVSGREHTRY45
相关文章

发表评论