牛仔涂层面料开发
牛仔涂层面料开发
摘要:介绍了聚丙烯酸酯类(PA)和聚氨酯类(PU)涂层剂的应用性能和功能涂层剂的类型,例举了精细涂层、湿法微孔、透明涂层、涂层加色以及仿皮涂层的配方和工艺流程,总结了牛仔织物涂层生产的注意点。
关键词:涂层整理;整理剂;劳动布
近年来,牛仔布的创新是新产品开发的重点,新兴的涂层牛仔也日益发展成为一种时尚。涂层剂在牛仔布整理中的使用,可赋予牛仔布各种不同功能性,如防水、防油、防尘、抗菌、抗紫外线,还可以改变织物的外观性能,如丰满的手感、皮膜感强、增加色彩光亮度、水洗后层次感强、花纹清晰,并掩盖布面上的一些表面疵点等。牛仔布涂层主要有直接涂层、转移涂层和粘合涂层三种工艺,其中直接涂层占主要部分。涂层整理剂和添加剂
1.1涂层整理剂
聚丙烯酸酯类(PA)和聚氨酯类(PU)涂层剂是目前常用的涂层剂。PA涂层剂具有黏着力强,不易泛黄,透明度高,共容性好和成本较低等优点,可生产有色涂层产品。其产品耐日光、耐气候牢度和耐洗性好,但存在织物弹性差、易折皱,表面光洁度差,手感欠佳等缺点。PU涂层剂具有柔软、弹性好、涂层强度高、耐磨、耐湿、耐低温和耐干洗等特点。如果在涂层上进行微孔加工,织物还能兼备防风、防水和防污性能,且透湿和透气性好,但其成本较高,耐气候性差,遇水、热、碱会发生水解等问题。表1列出了PA和PU涂层的主要特点。
涂层添加剂为了进一步提高牛仔涂层面料的附加值,如阻燃、防水和抗菌功能,可在涂层剂中添加一些特殊功能的涂层添加剂。
(1)阻燃添加剂主要使用硅氧烷包覆聚磷酸铵协同阻燃剂、有机硼系阻燃剂和新型硅系阻燃剂等。
(2)防水添加剂主要采用含氟聚合物,因为其具有良好的防水、防油特性。对防水拒油要求高的场合采用有机氟化合物类型的防水拒油剂。
(3)抗菌添加剂主要选用低毒、高效、耐久的抗菌剂。
(4)其它添加剂主要包括防紫外线助剂、抗静电剂,以及可提高涂层织物牢度和涂层附着性能的交联剂等。牛仔布涂层生产实践牛仔布涂层要求轻薄,主要采用刮涂工艺。牛仔产品涂层布分为退浆涂层、不退浆涂层和丝光涂层三种方法,加工工艺概况如下:首先根据各种不同规格品种要求配制环保型浆料,调试涂层厚度和手感(软、硬),然后将成布、丝光布或退浆坯布(根据客户要求)进行缝头,用2~3mm浮动刮刀刮涂,进烘箱烘干,车速随品种调节,一般为30m/min,随后进行整纬防缩。如要做皮膜型涂层需先以PA打底,再轧光和涂PU结膜,后再进行防缩整理[1]。另外,牛仔布经纱上浆大多采用变性淀粉、胶水、化学浆料等,其成分复杂,上浆率高,而靛蓝染料染色产品水洗色牢度、摩擦色牢度较差,退浆过程中易出现色花、色条及头尾色差等质量问题。实践中发现,牛仔面料采用酶冷堆退浆法,效果较好。

2.1精细涂层工艺以聚丙烯酸酯涂层剂(PA)为例,其涂层工艺如下:
工艺配方/%
聚丙烯酸酯涂层剂乳液TP-275
增稠剂(聚丙烯酸型)3~5
交联剂(TMM或改性DMDHEU)0.5~1
消泡剂0~0.3
氨水0.5~0.7
工艺流程和条件半制品(面料不退浆效果好)→防水预处理(减少涂层浆的芯吸、渗透作用,防止干扰反面)→涂层(涂布量10g/m2左右)→烘干(100~120oC)→焙烘(150~160oC)→轻度轧光→成品
2.2湿法微孔涂层工艺以聚氨酯涂层剂(PU)为例,其涂层工艺如下:
工艺配方/%
聚氨酯涂层剂(TP-3)31
着色涂料3~5
非离子型表面活性剂0.1~0.3
阴离子型表面活性剂0.5~0.7
DMF60~63
水适量
总量100
工艺流程半制品(经染色和起毛等加工)→刮涂或浸轧→凝固→水洗→烘干2.3透明胶涂层[2]透明涂层是在牛仔布表面涂上一层透明度佳的水性PA或水性PU,涂层要求有良好的成膜延展性,使牛仔布的原色更具立体感。根据手感、涂层效果的需求选择适当的涂层胶,若需耐洗,可搭配使用交联剂。工艺配方/(g·L-1)
PU胶(US-1010A)20~25
交联剂3~4
填充剂0~3
滑爽剂3~7
增稠剂适量
水适量
水性涂层工艺流程涂布(面料不退浆、退浆、丝光均可)→烘干(100~120oC)→焙烘(150oC,3mim或170oC,1mim)→成品2.4涂层加色[3]工艺配方/%
PU胶(US-1010A)50
调色染料(如:藏青,大红等)12~15
交联剂2~5
黏合剂5
水适量
工艺流程烧毛→冷堆退浆→洗水→烘干→丝光→涂层→轧光→定形拉幅(面料丝光后涂层加工效果更好)
2.5仿皮涂层
工艺配方/%
光亮PU胶(US-1010A)50~60
交联剂3
黏合剂3~8
水适量
工艺流程同2.4节。
3涂层生产要点
牛仔面料在涂层整理前,一般都要经退浆、缩水、丝光、定形和轧光等处理。前处理质量、基布平整度等都会影响涂布质量。
(1)色差如中边色差,特别是宽幅产品尤为突出。牛仔布加工前已经染色加工,以它作为基布,其底色会对涂层效果产生一定影响。为防止成品产生色差或中边色差,必须对牛仔布先进行分色,注明缸号,防止色差过大,按照其分色情况再进行涂层加工。此外,生产中要注意控制温度,高温处理时要留意面料颜色的变化。因为温度太高会引起靛蓝染料的气化升华,也会导致面料色差。
(2)结皮织物预热和烘干时,如果设备温度低于水蒸发的温度,涂层膜表面就会结皮,因此温度宜略高于水蒸发温度。
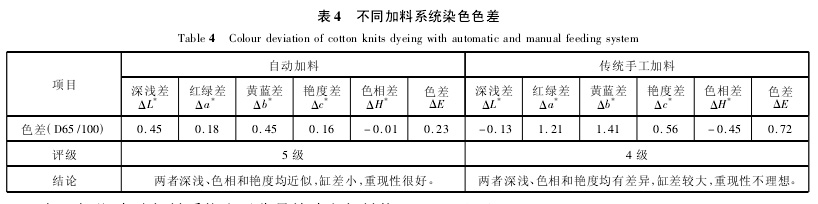
前处理染色工艺流程,分别用两个染缸对棉针织物进行染色。染色后,分别测试两缸的色差,结果见表4
表4表明,自动加料系统由于称量精确和加料均匀稳定,减少了人工称量误差,由此避免了由人为操作引起的缸差,使织物具有较高的符样率,染色重现性比传统后工加料好,提高了染色一次成功率和产品质量。
3.2.2匀染性
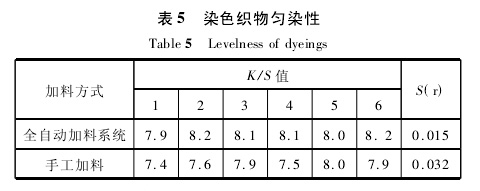
棉针织物分别采用全自动加料系统和传统手工加料方式进行染色,测试染色织物的匀染性,结果见表5
注:取布样6个不同位置进行匀染性测试。由表6可以看出,采用自动加料系统染色的织物,表面匀染性明显优于手工加料。自动加料系统化料均匀度更高,能够进行定量循环加料,精确控制入料流量,从而使染料能够更均匀地上染织物,染色质量得到显著提高。
结论
(1)通过试验,优化了全自动加料系统加料次序和加料时间的参数。采用该优化的加料顺序和工艺能够合理利用时间,提高管道的利用率和生产效率。
(2)全自动加料系统无论是从缸差的控制还是在织物表面的匀染性,都有很大的提高。R82Lznud8b
版权声明
本站发布的有些文章部分内容来源于互联网。如有侵权,请联系我们,我们会尽快删除。
AAAFNJKIYO9P



发表评论